

一、成型工艺
玻璃瓶罐的成型过程是指一系列的动作组合(包括机械的,电控的等),在给定的编程顺序重复进行,目标是制造一个具有预期的特定形状的瓶罐。目前玻璃瓶罐容器的生产有两个主要过程:窄小瓶口的吹吹法和用于较大口径的瓶子和罐子使用的压吹法。
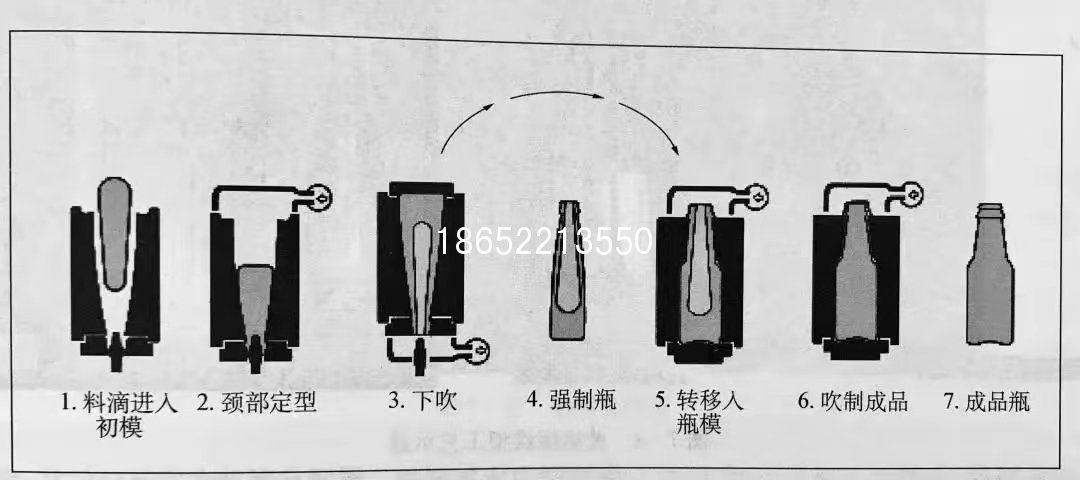
吹吹法
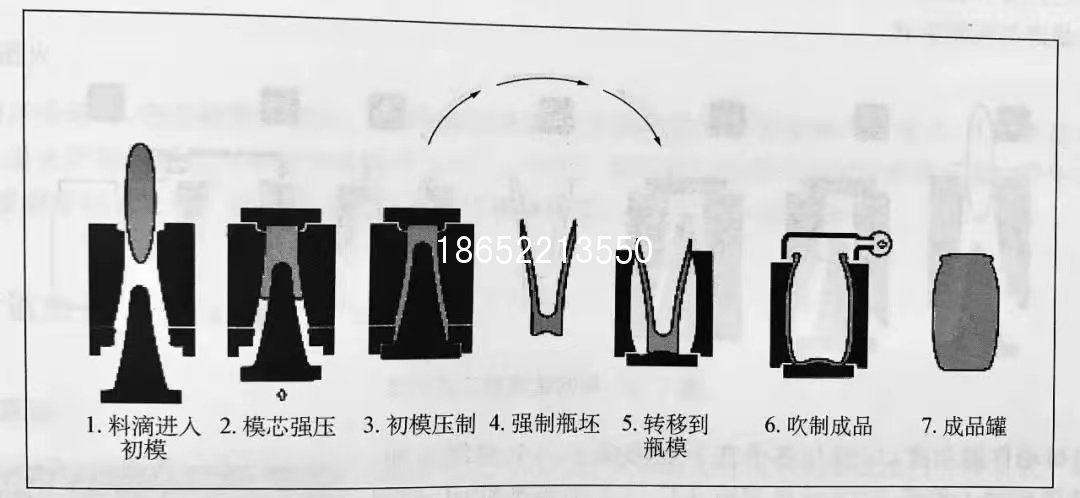
压吹法
在这两个成型工艺中,熔融状态的玻璃液体,在其料温度(1,050-1,200℃),被剪切刀片切割从而形成圆柱体状的玻璃液滴,称为“料滴'。料滴的重量就足以生产一个瓶子。这两种工艺都是从剪切玻璃液开始,在重力作用下料滴下坠,并通过料槽和转向槽,进入到初模中,然后初模关紧,并由顶部的“闷头”进行密封。
初模成型过程
在吹吹工艺过程中,玻璃首先被从闷头通过的压缩气推动下压,使得口模处的玻璃成型;然后芯子稍微下移,从芯子位置的间隙通过的压缩空气从下到上扩充挤压玻璃填充满初模。通过这样的玻璃吹制,玻璃会形成中空的预制形状,并在随后的过程中被压缩空气在第二阶段再次吹制以得到最终的形状。
玻璃瓶罐的生产在两个主要阶段内进行:在第一阶段形成口模模具所有的细节,完成瓶口包括内开口,但该玻璃制品的主体形状会比其最终尺寸小得多。这种半成型的玻璃制品被称为型坯,在下一个瞬间,它们将会被吹制成为最终的瓶罐形状。
就机械动作的角度,口模与芯子在下面形成了一个密闭空间。在口模被填充满了玻璃之后(扑气完成之后),芯子稍微缩回,使得与芯子接触的玻璃稍微软化。然后从下往上的压缩气(倒吹气)通过芯子下的间隙,形成型坯。然后闷头上升,初模打开,翻转臂连同口模和型坯一起翻转到成模侧。
当翻转臂到达成模顶上时,两边的成模会关闭夹紧,包住型坯。口模会稍微打开,放开型坯;然后翻转臂会返回初模侧,等待下一轮动作。吹气头下降到成模顶部,压缩空气从中间灌入到型坯里面,挤压玻璃向成型模扩充,形成最终的瓶罐形状。
在压吹工艺中,型坯的形成不再是用压缩空气,而是通过一个较长的芯子在初模型腔的密闭空间内挤压玻璃而成。之后的翻转和最终成型与吹吹法一致。之后的瓶子会被钳瓶从成型模中钳出,放置到有自下而上的冷却风的停瓶板上,等待被拨瓶输送到退火工艺。

二、制瓶机
制瓶机是指能制作玻璃瓶罐的设备。一般来说,制瓶机包括了最基本的19个动作操作以形成一个瓶子。目前大部分的制瓶机器和机构是由压缩空气驱动的(高压 4.2巴,低压 2.2巴),该设备是由定时器系统的电子控制开协调的所有动作。
制瓶机设备
最广泛使用的制瓶机是单独组别制瓶机(IS机)。此机具有2-20相同的组别,其中每一组都包含一组完整的机构,满足瓶罐生产的需要。所有的组别的料滴都是通过移动勺送入每个组,移动勺称为料滴分配器。制瓶机可以同时做一个,两个,三个或四个瓶子(简称为单,双,三和四滴料)。时至今日甚至6滴料的制瓶机也被成功研发并投入生产。在多料滴的情况下,剪刀同时切割料滴,并且在同一时间落入初模中。
三、退火
玻璃在冷却时,它会收缩并固化。不均衡的降温和快速降温导致玻璃产生应力,从而使玻璃脆弱或者爆炸。退火炉的作用是加热玻璃瓶罐至大约580℃,然后进行缓慢冷却来使得玻璃成型中产生的应力消除,保证玻璃容器的安全。这个退火过程取决于玻璃厚度,一般在20 - 60分钟的时间内。




江苏徐州明政玻璃制品有限公司 版权所有 Copyright @ 2026 网址: www.boliping0516.com
联系人:章总 电话:18652213550 QQ:390090989
地址:江苏省徐州市铜山区八段玻璃工业园 苏ICP备16055549号